








Willkommen bei Ihrem Spezialist für die Vibrationstechnik in ihren vielseitigen Anwendungsmöglichkeiten.
Seit 1983 produzieren und liefern wir Schwingungserreger verschiedenster Art. Darüber hinaus bieten wir Ihnen auch individuelle Problemlösungen, die wir mit Hilfe unserer Erfahrung und unserem Know-how gezielt auf Ihr Unternehmen und den speziellen Anwendungsbereichen anpassen.
Wir erfüllen Ihre Wünsche flexibel, schnell und fachkompetent.
Ihre Zufriedenheit ist unser höchstes Gut. Daher stehen wir Ihnen schon seit 1983 mit all unserer Fachkompetenz in Sachen Vibrationstechnik zur Seite. Zu unseren Produkten und Dienstleistungen zählen seitdem beispielsweise Vibrationsmotoren, Elektro-Vibratoren, Hydraulik-Vibratoren, Rüttelplatten, Rütteltische und Außenrüttler, Wasseraufbereitung und mehr. Lernen Sie uns kennen!


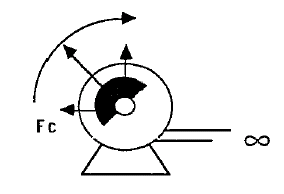
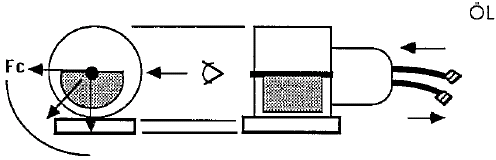
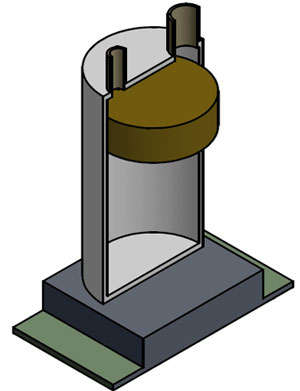
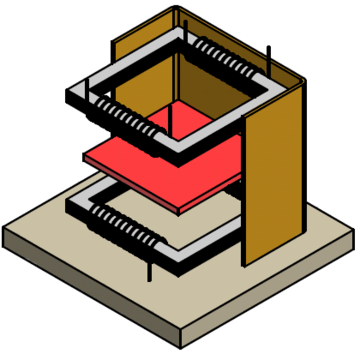
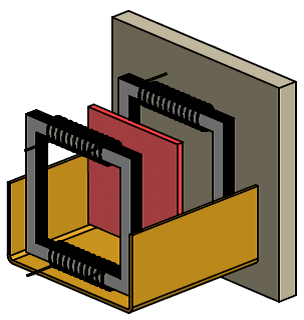
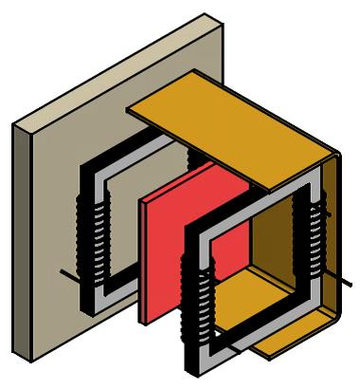
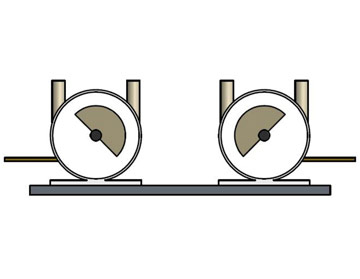
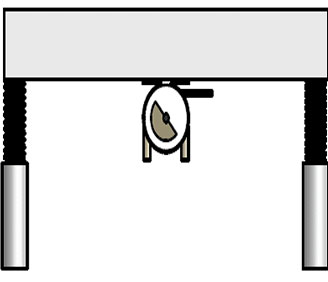
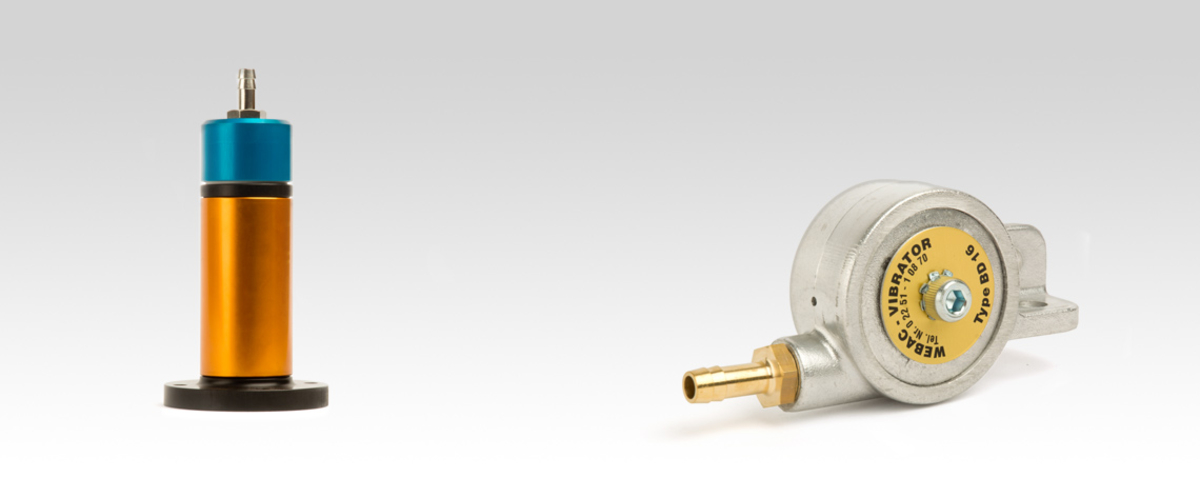
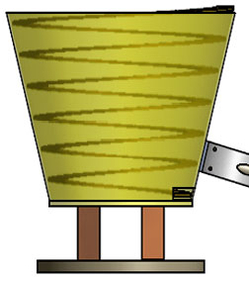
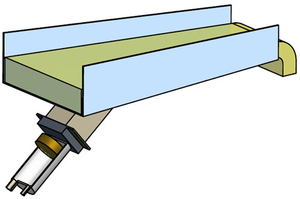 Kolben-/Magnetvibratoren
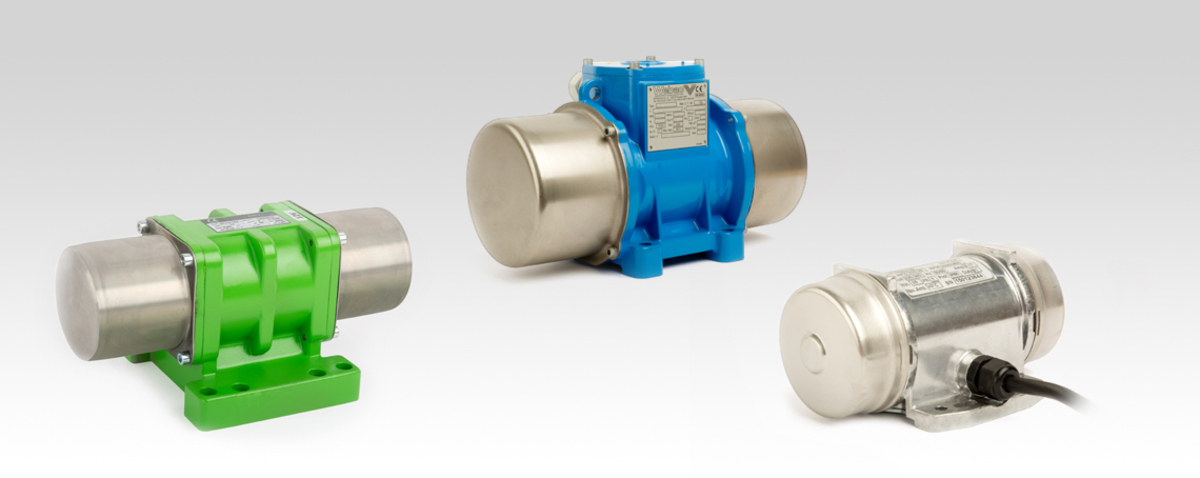
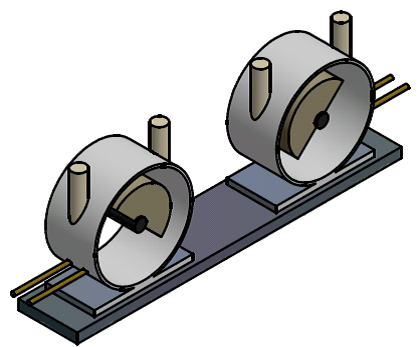
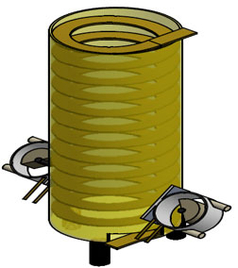
Kolben-/Magnetvibratoren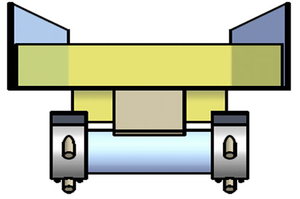 2 Stück Elektrovibratoren
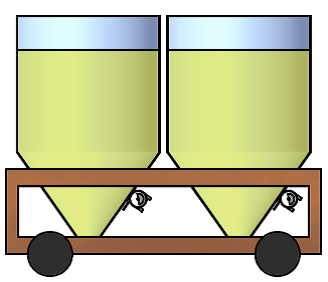
2 Stück Elektrovibratoren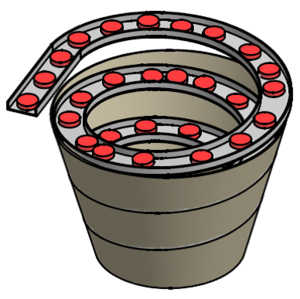 Vibrationstöpfe
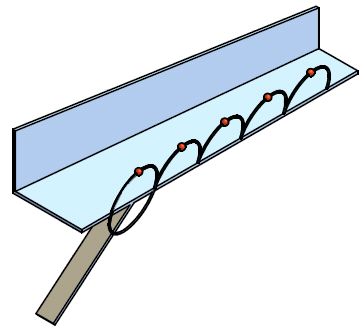
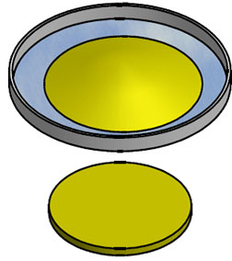
Vibrationstöpfe Wendelförderer
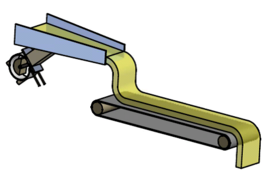
Wendelförderer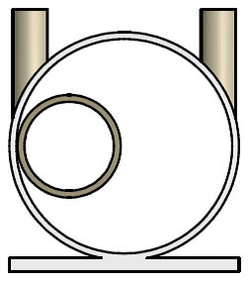


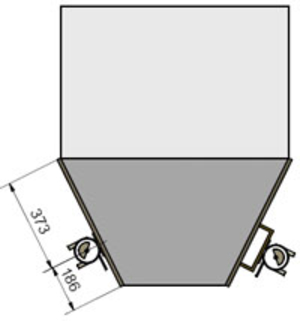
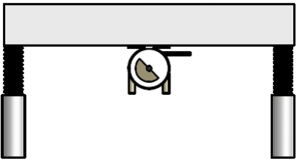
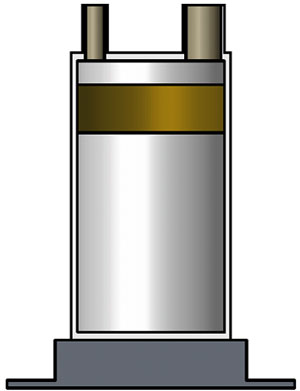
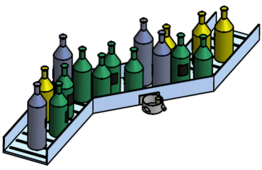
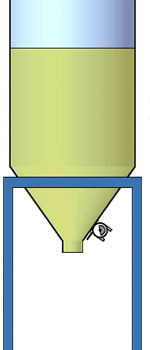
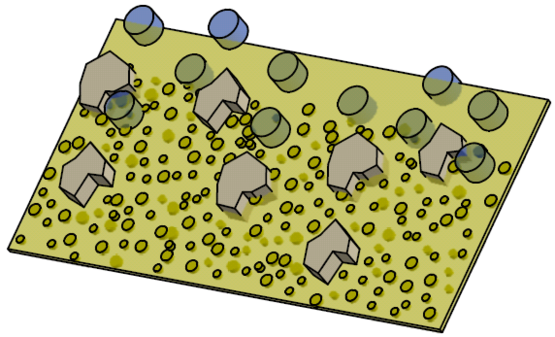
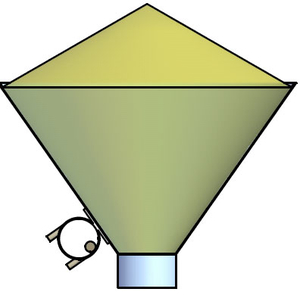 Vor der Vibration
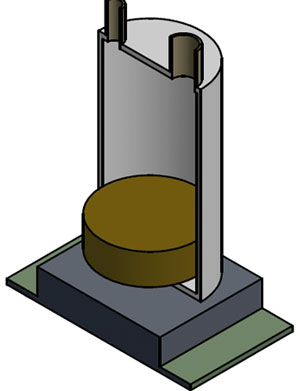
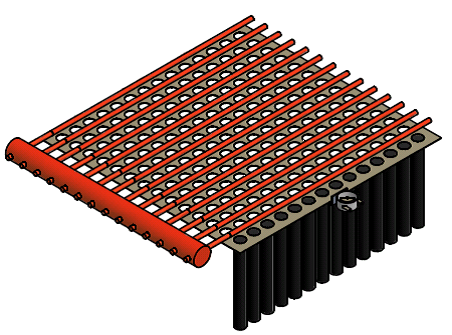
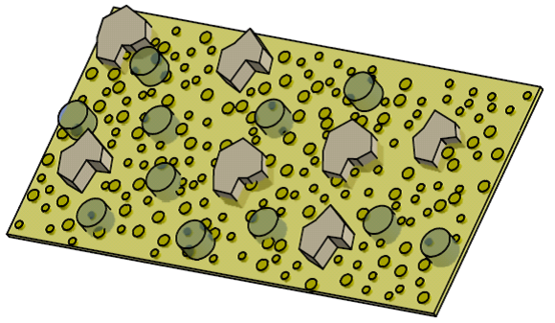
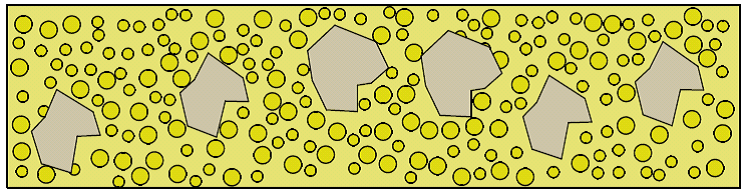
Vor der Vibration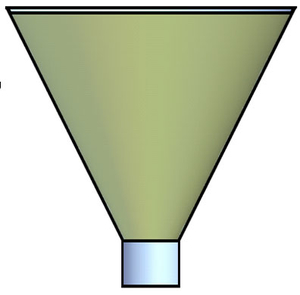 Nach der Vibration
Nach der Vibration